24小时服务电话:
0317-8333566 销售热线:
0317-8333566 图文传真:
0317-8334165 在线留言:
m_msty@126.com
0317-8333566 销售热线:
0317-8333566 图文传真:
0317-8334165 在线留言:
m_msty@126.com
用普通程序可以在圆弧面上加工螺纹?颠覆你思
作者:泊头尚氏给表量具 发布时间:2017-12-29
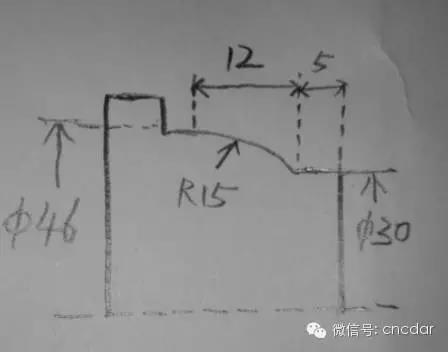
小编给同学们分享个教程,圆弧面上加工螺纹,广数980TA做的,如图加工R15面上的螺纹牙距1.25MM单边牙深0.5MM。外形就不说了,直接写车牙的那部分,子程序加工程序。
01234
T101
G99
G0 X48 Z-4;
M98 P101111;
G0 X100 Z100;
M30;
O1111;
G99
G0 U-0.1;
G32 U-18 Z-5 F1.25;
G3 U16 Z-17 R15 F1.25;
G0 U2; Z-4;
M99;

看懂的把子程序里的G3那里改成牙的长度就知道瓶盖模的牙怎么做了就是从端面进去几个毫米再车牙而且不会在刚下刀那里有那圈牙线。
有人看不懂的小编解释一下子程序。G99每转进给、U-0.1就是每刀X的车削量、G32 U-18 Z-5 F1.25是用系统的编码器来找牙头就不会乱牙了。(U-18就是用主程序G0 X48减去直径30、Z-5下刀点)、G3U16Z-17R15F1.25是圆弧车削以每转1.25的车削速度到终点。
G0U2是退刀到X轴的定位点. Z-4是Z轴的定位点。在这种子程序中直径坐标只能是用相对坐标来编。如果有看明白的同学也可以用这方法加工端面螺纹子程序行的U改成W。后面的直径用坐标,长度用相对坐标编程。这方法车过卡盘里面的端面螺纹。



